Extinction is described generally as a polarizing filter's ability to absorb polarized light that has an orientation 90° to the polarizer's axis of polarization.
The Extinction Ratio is the ratio of power for plane-polarized light going through a polarizer with its axis oriented parallel to the plane of polarization over the power of plane-polarized light going through that same polarizer with its axis oriented perpendicular to the plane of polarization (for example, 700:1). A more technical definition of Extinction Ratio, follows from the Handbook of Optics (Vol. I, 5-13):
Extinction Ratio = r = T2/ T1 » ½ (T^ / T|| )
where:
T1 = maximum transmittance parallel to plane of polarized beam
T2 = minimum transmittance perpendicular to plane of polarized beam
T|| = maximum transmittance of two polarizers parallel in unpolarized beam
T^ = minimum transmittance of two polarizers perpendicular in unpolarized beam
Note: all "T"; values are for monochromatic light.
Example: If using an unpolarized light source, a direct reading of the extinction ratio is not possible but can be estimated. If the unpolarized source has a wavelength of 550nm and the parallel transmission is 27.17% and the crossed transmission is 0.02%, then the extinction ratio at 550nm is approximately 3.7 x 10-4.
Polarization Efficiency is the percentage of how efficiently one polarizer polarizes incident light over the total amount of polarized light. For example, a linear polarizer with 99% efficiency transmits 99% of the incident light in the intended polarization (p-polarization state) and 1% in the opposite polarization (s-polarization state). Again a more technical definition exists, as based from the Handbook of Optics (Vol. I, 5-13):
Polarization Efficiency = P.E. (%) = [(H0-H90) / (H0+H90)]1/2 x 100
where:
H0 = average transmittance (unpolarized incident light) of parallel polarizers, over
400-700nm
H90 = average transmittance (unpolarized incident light) of crossed polarizers,
over 400-700nm
Note: "H" values are averages from 400 to 700nm (not the same as "T" values)
Example: If the source is again unpolarized and the average parallel transmission across the visible is 26.53% and the average crossed transmission across the visible is 0.01%, then the polarization efficiency is 99.96%













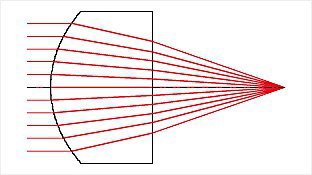
 How are aspheric lenses made?
How are aspheric lenses made?
or view regional numbers
QUOTE TOOL
enter stock numbers to begin
Copyright 2023, Edmund Optics Inc., 101 East Gloucester Pike, Barrington, NJ 08007-1380 USA
California Consumer Privacy Acts (CCPA): Do Not Sell or Share My Personal Information
California Transparency in Supply Chains Act
This content may include material that has been generated or modified using artificial intelligence (AI).
The FUTURE Depends On Optics®